MBR membranes
Membrane bioreactor technology is a future-proof solution for treatment of both municipal and industrial wastewater. It allows you to maximize resource recovery, minimize costs and implement a circular-economy perspective in your operations. Alfa Laval’s membrane modules for bioreactors bring together the advantages of hollow fibre and flat sheet technologies. With Alfa Laval MBR membranes, you get trouble-free wastewater treatment at a low operating cost.

Membrane bioreactors ─ the holistic solution for municipal and industrial wastewater treatment
- Minimize power consumption
- Reduce cleaning needs
- Facilitate maintenance
- Maximize capacity
Case stories
There are over 300 Alfa Laval membrane bioreactors installed across the world, handling all types of municipal and industrial wastewater treatment.

How it works
Nature is full of examples of smart, efficient processes, and we have been inspired by a number of them when designing our membrane modules. This has been very successful, resulting in low energy costs, minimal cleaning and high water quality. We gradually develop our membrane bioreactor module systems to improve them even further, always with the same guiding principle: natural efficiency.

LowResist™
Alfa Laval’s unique LowResist design gives our membrane module an extremely low pressure drop. It is thanks to the ultra-low transmembrane pressure (TMP) that Alfa Laval membranes require much less cleaning and maintenance that other MBRs on the market. The low TMP means there is no pore fouling, just easily removed surface fouling.
It is also the reason Alfa Laval MBR filters can run on gravity with just 1 m of water above the module, making it possible to maximize capacity in a tank without having to use pumps.
In our new model we have improved the LowResist technology to reduce the transmembrane pressure even further. The new membranes have open sides, allowing the water to flow freely into the permeate boxes. This leads to a more even pressure distribution over the membrane, which improves capacity and reduces cleaning needs.
S Aerator™
Our latest model features the S Aerator aeration system. This new, improved system minimizes air consumption during the wastewater filtration process.
Alfa Laval’s new S Aerator uses a single-line design, combined with a flush line.
The design makes it easy to turn the air on and off during operation and allows you to run your membrane modules with alternating aeration. This means that in systems with more than one membrane module, air scouring is applied in an alternating manner, not continuously. This is possible without fouling becoming a problem thanks to the extremely low TMP. The big benefit is savings in energy, investment and maintenance costs.
QuickSwap™
MBR membranes are easily installed and replaced thanks to Alfa Laval’s unique QuickSwap™ technology. Alfa Laval’s unique QuickSwap™ technology means each pack can be removed individually, minimizing the lifting height required above the membrane module. This means that Alfa Laval’s modules are especially suitable for indoor or subterranean installations where extra lifting height means more capital cost.
Membranes are easily replaced thanks to the QuickSwap™ technology. With all of the membranes in a module mounted in packs, an entire pack can be replaced in one operation, instead of having to replace each membrane element individually.
To replace a pack, just lower the tank level, take out the old pack and put in a new one. There is no need to take the entire module out of the tank or spend time ensuring each membrane element is in place after replacing the membranes.

Optimized for high capacity
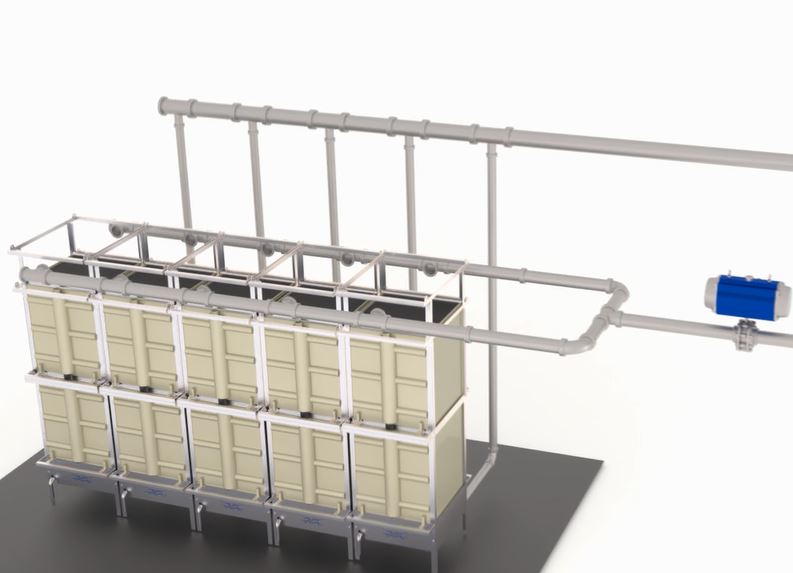
The new Alfa Laval MBR membrane modules only require two free sides during operation and can therefore be installed side by side in rows, thereby increasing the installed membrane density dramatically.
The range of different module sizes in combination with the low water depth required for gravity operation makes it possible to optimize usage of existing tanks and maximize the installed membrane area. With Alfa Laval’s solution you get the most membrane area per tank volume.
The high resistance to fouling and absence of pore fouling in an Alfa Laval MBR membrane makes it possible to operate the bioreactor with up to 50% higher concentrations of suspended solids than other manufacturers’ filters.
Combining these factors means you get maximum capacity per tank volume with Alfa Laval MBR membranes.
Designed for wastewater filtration applications
The membranes are a key part of a membrane bioreactor systems in both municipal and industrial wastewater treatment.
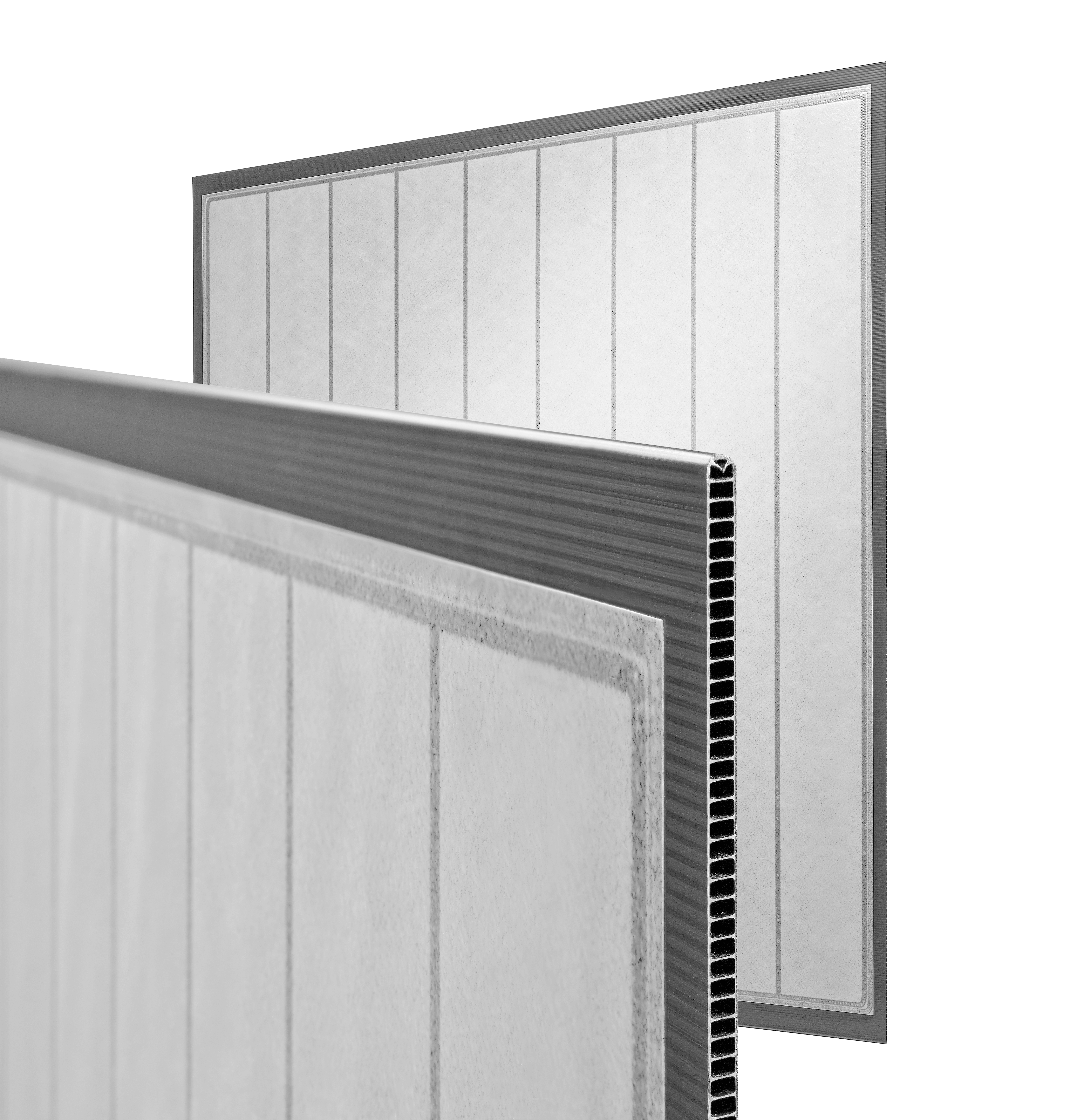
We develop and manufacture all membranes used in our MBR modules ourselves to ensure the highest quality and best durability. The membranes are made of chlorine resistant PVDF and have been specifically optimized for use in wastewater applications.
Membrane technology provides an absolute barrier to bacteria, microplastics and several other pollutants, and the treated water is guaranteed to meet the requirements for water reuse or environmentally responsible discharge.
Fully automated for low personnel requirements
Alfa Laval MBR membranes are easy to operate and can be fully automated. All important aspects, such as air scouring, cycle lengths and CIP can be initiated, controlled and monitored remotely. The only required manual work during the wastewater treatment with our modules is making sure the cleaning chemical tanks are filled.
The resulting personnel requirements are thus very low, normally around 1/4 full-time operator equivalent per plant.
Cleaning
The ultra-low transmembrane pressure and absence of pore fouling means very little cleaning is needed. During normal operation it is enough with a 2 minute relaxation period every 10 minutes for the scouring air to remove the surface fouling.
There is no need for frequent backflushing or chemically enhanced backwashing – only a one to two hour CIP cleaning every two or three months. The time savings compared to other MBR systems are very large.
The long CIP cleaning cycles also brings the benefits of minimizing wear on the membranes and chemical usage.
Benefits
The new version of our membrane bioreactor filtration modules features a number of improvements that increase capacity, cut energy consumption and reduce maintenance costs even further.
Excellent water quality with a membrane bioreactor
One of the biggest advantages with a membrane bioreactor is the outstanding water quality of the effluent. With regulatory demands becoming stricter and stricter, you can rest assured that you have a future-proof solution when you invest in MBR membrane modules from Alfa Laval.
The membrane is an absolute, physical barrier that removes all bacteria and a number of other pathogens, as well as all microplastics, making it suitable for a number of beneficial re-use applications, for example irrigation.
A membrane bioreactor is also a great solution for removing compounds of emerging concern, micropollutants and pharmaceuticals from municipal and hospital wastewater.
Alfa Laval membranes are California Title 22-accredited and have been proven totally effective in removing microplastic pollutants in recent studies of a wastewater treatment plant in Denmark. Therefore, you can be sure to meet your future operational needs and those of your local environment.

Low energy costs
Energy is the main cost in operating a membrane bioreactor, making energy efficiency a primary concern. Alfa Laval MBR membranes offer market-leading performance at the lowest possible energy cost.
The unique LowResist™ design makes it possible to operate them using gravity as the only driving force, eliminating costs for pumping power.
Alfa Laval’s new S Aerator™ lets you optimize air scouring, and in turn the energy consumption for the air blower, without risking increased blockages in the aerator or increased membrane fouling.


Minimal cleaning
The ultra-low trans-membrane pressure (TMP) that is the foundation of the LowResist membrane module technology minimizes fouling and in turn cleaning needs. The low TMP eliminates pore fouling which means the only cleaning an Alfa Laval MBR filter ever needs is relaxation/air scouring every 10 minutes and CIP 4-6 times per year.
In other words:
- No backflushing
- Low requirements for chemical backwash and no soakings in most cases
- No need to ever remove the filter module from the tank during its lifetime
- Minimal CIP
- Minimal use of chemicals
- Huge time savings
- Less wear and tear on membranes and pumps
Easy, reliable operation
Every detail of an Alfa Laval MBR membrane system, has been designed and manufactured specifically for use in wastewater applications. There are no moving parts or valves in the sludge, and pump usage has been minimized. Nothing has been left to chance to secure maximum reliability and the lowest possible maintenance requirements.
There is no maintenance that will ever require you to remove the filter module from the bioreactor tank or to empty it. In case you need to replace a membrane, our unique QuickSwap system lets you do this in record time in the membrane tank.
No advanced training for your personnel is required if you are revamping an existing wastewater treatment plant to MBR technology. All the technologies in our system will be familiar to your staff.

CAPEX - Low investment cost
Alfa Laval MBR membranes offer maximum capacity in any available space. Regardless if you are building a new plant or upgrading an existing one, you will see that our solutions reduce capital expenditure (CAPEX).
New wastewater treatment plants
For new plants, you can save greatly on civil works by choosing Alfa Laval. The size of the tank can be smaller than for other MBR systems thanks to the high membrane density and ability to operate with a higher concentration of suspended solids. An Alfa Laval system can operate with up to 50% higher solids concentration than hollow fibre solutions, making it possible to use a smaller tank.
And with an Alfa Laval system, you don’t need to install pumps for sludge recirculation. We do this using air lift, meaning that the scouring air circulates the sludge. You will also save on pumps and piping thanks to the simplicity of the design of an Alfa Laval MBR membrane. Since the system can operate with gravity as the driving force, the CIP pump is the only pump you need.
Existing plants
For existing plants, the great flexibility of our MBR filtration system makes it possible to tailor it to any existing infrastructure. You can choose if you wish to let gravity drive the system or use low-energy permeate pumps. With our range of membrane modules in different sizes, we can pack maximum membrane capacity into your existing tank(s).

Services
MBR membranes and equipment service
Our MBR systems are characterized by easy and infrequent service. All maintenance is performed with the membrane modules in the tank. There is no need to ever remove the modules from the tank during their lifetime.
Since Alfa Laval MBR membranes operate using gravity and air lift there are no water or sludge pumps that need servicing. It is only the valves, CIP pump and air blower that needs occasional service.
If you need to replace the membranes in a module at the end of their lifetime, you will find that our new QuickSwap design facilitates this work greatly. All the membranes in a module are mounted in a cassette and you just lower the tank level and replace the entire membrane cassette.
The modular design means you only need 1.3 m clearance over the tank edge to lift the modules in place during installation. This is valuable if your MBR is indoors and space is limited.

Service Agreements
Entering a Service Agreement with Alfa Laval gives you full peace of mind and guaranteed performance. Alfa Laval’s team of experts make sure you get the flux and TSS level specified in your agreement.
All we ask is that you send us operating data three times per year so we can evaluate the operation of your system. Once per year, an Alfa Laval expert visits your plant to discuss optimization possibilities and make a visual inspection.
If you have a Service Agreement, we are also present during commissioning, and the mechanical warranty is extended up to 5 years.
A year in the life of an Alfa Laval MBR membrane
![diagram jan dec[1]](https://www.alfalaval.my/globalassets/images/products/separation/membranes/mbr-membranes/diagram_jan_dec1.png)
At the forefront of MBR technology - Introducing Alfa Laval LowResist membrane module
The latest version of our membrane bioreactor filtration modules features a number of improvements that increase capacity, cut energy consumption and reduce maintenance costs even further. Based on tried-and-tested technology that we have used in hundreds of installations for over 20 years, our new MBR membrane guarantees reliable operation at the lowest possible total cost of ownership. Regardless of the dimensions of your tank, we can maximize capacity in your plant with our range of stackable membrane modules in different sizes.
Testing capabilities: Alfa Laval LowResist™ Mini module
Are you looking to explore low pressure filtration technology like MBR and its many opportunities? And are you interested to conduct test work in small scale?
Alfa Laval LowResist™ Mini module is constructed with the same connections and fittings as the full-size Alfa Laval LowResist™ MBR modules. This ensures a close mimic of the large module operation and allows for reliable scale-up after a test.
The LowResist™ Mini module makes a perfect partner for universities, R&D institutions and companies being interested in MBR technology, new wastewater treatment applications or specific treatments.
Download the product leaflet and read more.
Partnership
We are glad to support you at every step of the process, from the initial design stage and throughout the entire lifetime of your plant.
Our cooperation with customers often starts in the design phase, where we can help optimize the plant to ensure maximum capacity, water quality and energy efficiency. The flexibility of our system lets us customize your new plant according to your exact requirements, and we make sure the biology in your tank gets the best possible conditions.
We can also deliver sludge dewatering equipment that is proven to meet the demands presented by the solids produced in membrane bioreactor installations
Global service network
With Alfa Laval as your service partner, help is always close at hand. We have service personnel in close to 100 countries, ready to assist you in your local language. And our efficient logistics chain makes sure you get any required spare parts as quickly as possible.